※ この記事はAll3DP.com掲載の記事「How to 3D Print Metal: The 10 Best Ways」を翻訳・転載したものです。
金属を使った3Dプリンティングは、少し前までは産業界だけのものでした。しかし昨今、金属3Dプリントは、より多くの種類のプリンターで、より幅広い価格帯で、より多くのサービスから利用できるようになっています。さらに、金属3Dプリンター市場に参入する企業が増え、絶え間ないイノベーションに拍車がかかっています。

中小企業はステンレス鋼の交換部品を3Dプリントしている一方で、航空宇宙企業は複雑なニッケル合金製ロケットスラスターを3Dプリントしており、まったく同じ技術や材料を使用しているわけではありません。実際、金属を3Dプリントする方法は少なくとも10種類あり、材料の選択肢は何千とは言わないまでも何百もあるのです。
ここでは、最も安価な方法、最も速い方法、最も精密な方法、そしてその中間のすべてを取り上げ、3Dプリンターを購入するかサービスを利用するかにかかわらず、あなたの用途に最適な方法を選択できるようにします。
それでは、金属パーツを3Dプリントできる10の方法と、どのような金属でプリントできるかを見てみましょう。
金属を3Dプリントする10の方法

金属パーツを3Dプリントするおよそ10の方法は、金属フィラメント、金属パウダー、金属ワイヤーを使ってプリントするかどうかに基づいて、緩やかに技術カテゴリーに分類されます。材料のオプションとして、金属を注入した樹脂、金属ロッド、金属ペレットもあり、すべて異なる属性のパーツを製造します。
金属3Dプリントの技術
- 金属フィラメントを用いた熱溶解積層(Metal Filament Fused Deposition Melting / FDM)
- レーザー粉末焼結(Laser Powder Bed Fusion / LPBF)
- 電子ビーム粉末焼結(Electron Beam Powder Bed Fusion, aka Electron Beam Melting / EBM)
- 金属バインダージェッティング(Metal Binder Jetting)
- ワイヤーアーク方式(Wire Arc Additive Manufacturing / WAAM)
- レーザーによる指向性エネルギー堆積法(Laser Directed Energy Deposition (Laser DED)
- 電子ビームによる指向性エネルギー堆積法(Electron Beam Directed Energy Deposition / eBeam DED)
- マイクロ3Dプリント(Micro Metal 3D Printing)
- コールドスプレー(Cold Spray)
- 溶融金属を用いた方式(Molten Direct Energy Deposition)
どの金属技術を使うかは、ニーズとのバランスに左右されます。細部や形状の重要性、サイズ、強度、金属の種類、コスト、印刷速度、体積を考慮しましょう。残念ながら、超強力なパーツを素早く、安く、完璧に3Dプリントする方法はありません。
>> ALL3DPの記事「 Metal 3D Printing – The Ultimate Guide 」を読む <<
| 技術 | サイズ | コスト | 最小積層レイヤー | 最高速度 |
| FDM/Extrusion | 小〜中 | $ | 0.05 mm | 〜500 mm/s |
| LPBF | 小〜中 | $$$ | 0.02 mm | 〜25 cm³/h |
| EBM | 小〜中 | $$$$ | 0.07 mm | 55 – 80 cm³/h |
| Metal Binder Jetting | 小〜中 | $$$ | 0.035 mm | 1,500 cm³/h |
| WAAM | 大〜特大 | $$ | 1 mm | 2.2 kg/h |
| Laser DED | 中〜大 | $$$$ | 0.2 mm | 500 cm³/h |
| eBeam DED | 中〜大 | $$$ | 0.2 mm | 2,000 cm³/h |
| Micro 3D Printing | 極小〜中 | $$$$ | 0.005 mm | 〜300レイヤー/h |
| Cold Spray | 中〜大 | $$ | 0.38 mm | 100 g/m |
| Molten Direct Energy Deposition | 中〜台 | $$$$ | 0.015 mm | 320 cm3/h |

異なるものを比較する
上の表でわかるように、すべての金属3Dプリント技術の特徴が同じ方法で測定されるわけではありません。造形速度は、材料によって異なりますが、堆積した材料の重量で記録される技術もあれば、材料の面積で記録される技術もあります。これらの速度は、プリントされるパーツの形状にも影響されます。さらに、特定のテクノロジー内のすべての3Dプリンターが同じ速度を達成できるわけではありません。
レイヤーの高さは、微細なディテールをプリントする技術の能力を示す手がかりとなることが多いですが、これも厄介な測定値といえます。レイヤーの高さは、使用する材料、パーツの形状、プリント速度に影響されます。
1つの技術に投資する前に、複数の3Dプリンターメーカーにサンプルパーツ(同じパーツ)を依頼してください。サンプルパーツには、パーツのプリントにかかった時間、プリンターが一度にプリントできるそのサイズと形状のパーツの数、パーツ1個あたりの価格、材料の消費量に関するレポートが添付されているはずです。
>> ALL3DPの記事「 Commercial 3D Printers: 6 Easy Steps to a Purchasing Decision」を読む <<
FDMと押出方式
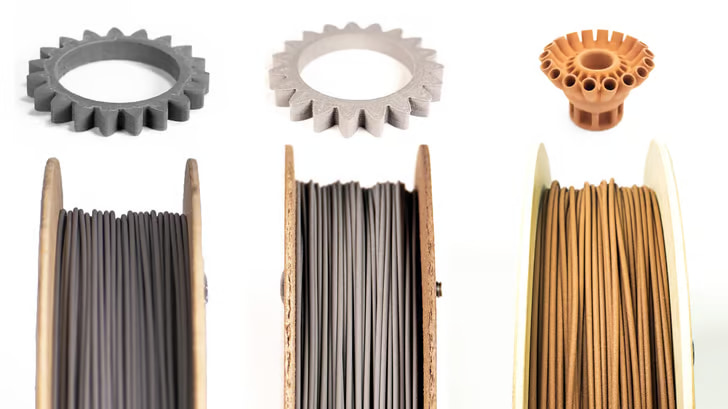
3Dプリントには、押し出しに該当する技術がいくつかあります。1つは、プラスチックベースに金属粒子を均一に注入したフィラメントを使用する、おなじみの溶融積層造形(FDM)です。金属パーツ用の金属フィラメントは、金属粉末の割合が高く(約80%)、プラスチック成分を除去して金属パーツを凝縮するための後処理段階を経なければなりません。市販されているいくつかのデスクトップFDMプリンターは、ステンレス鋼(316L、17-4 PH)、銅、チタンなどの利用可能な金属フィラメントでプリントすることができます。
>> ALL3DPの記事「Real Metal Filament 3D Printing – The Ultimate Guide」を読む <<
別の技術では、基本的に金属の濃度がはるかに高いフィラメントを使用します。そのため、実質的に金属の固い棒のようなものですが、それでも加熱して押し出すことができます。これらの材料は通常、MarkforgedやDesktop Metalといった特定の3Dプリンター専用で、通常のFDMよりはコストがかかりますが、他の金属3Dプリント方法よりは安価です。
3番目に挙げる金属押し出し法(産業分野ではもっと多くの種類がありますが)は、金属ペレットを使った押し出しで、これは射出成形で使われる材料と同じであるため、低コストであったり、特別に作られたペレットであったりします。金属ペレットプリンターはまだ多くはなく、Pollen がそのひとつですが、この分野は急速に成長しています。
レーザー粉末焼結

金属LPBFは、現在最も広く使用されている金属3Dプリント方法です。これらの3Dプリンターは、高出力レーザーを使用して金属粉末を層ごとに選択的に溶かしていきます。この技術は、プリンター固有の用語とともに、選択的レーザー溶融または粉末床融合と呼ばれることが多いです。溶融したパーツは、均質なモデルが完成するまで分子レベルで融合します。プリンターオペレーターは「純粋な」金属材料を使用できますが、合金も定期的に使用されます。
LPBF 3Dプリンターは金属原料粉末を収容します。プリンターは粉末をチャンバーに押し込み、リコーターブレード(フロントガラスのワイパーのようなもの)またはローラーが、基盤または造形プレート全体に粉末を薄く広げます。次に、高出力レーザーが粉末材料を選択的に溶かし、部品の二次元スライスを融合していきます。その後、ビルドプレートが1つの小さな層の高さだけ下がり、リコーターブレードが新しい粉末の別の層を表面に広げます。プリンターは、完成部品ができるまでこのステップを繰り返します。
金属LPBFは、EBMよりも優れた初期表面仕上げと高い精度を持っています。
>> ALL3DPの記事「Selective Laser Melting (SLM 3D Printing) – The Ultimate Guide」を読む <<
電子ビーム粉末焼結
電子ビーム溶解は3Dプリンティング技術のひとつで、材料として金属粉末を用い、エネルギー源として電子ビームを使用します。主に導電性金属に使用されています。すべてのEBM 3Dプリンターは、電子ビームを放出できるエネルギー源、粉末容器、粉末フィーダー、粉末リコーター、加熱造形プラットフォームで構成されています。注意すべき重要な点は、プリント工程は真空中で行わなければならないということ。そうしないと、電子ビームの電子が気体分子と衝突し、電子ビームが「死んで」しまうからです。
EBMは、電子ビームエネルギーのパワーが高いため、SLMよりも高速で、金属LPBFよりも残留応力の低い部品を製造することができます。
>> ALL3DPの記事「Electron Beam Melting (EBM 3D Printing) – The Complete Guide」を読む <<

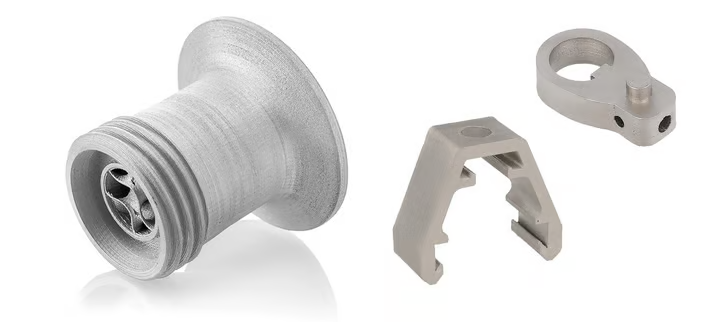
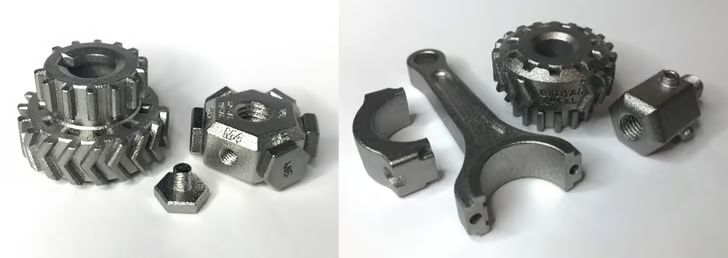
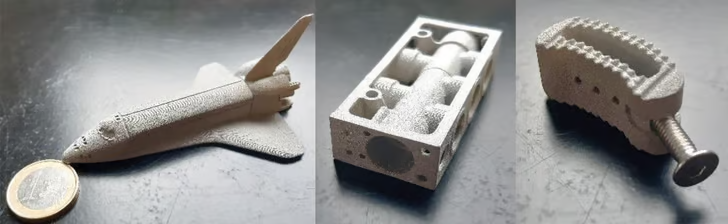
上の写真の股関節と膝のインプラントのサンプルは、電子ビーム溶解(EBM)を使用してプリントされました。これらのような部品は、複雑な細部まで作り込まれ、高価なチタンで作られ、医療用インプラントの政府基準を満たすために非常に高い材料品質と公差で構成されています。EBM 3Dプリンターの真空環境は、クリーンで制御された造形条件を保証し、高出力の電子ビームは、プリンターが1回の造形で複数のパーツを製造することを可能にし、高い生産性を実現します。
金属バインダージェッティング
金属バインダージェッティング(ポリマーバインダージェッティングとは対照的)は、金属粉末と液体バインダまたは接着剤を使用して部品を形成します。他の積層造形プロセスと同様に、バインダージェッティングは内部チャネルや構造を持つ複雑な部品を製造することができ、溶接の必要性をなくし、部品点数や部品の重量を減らすことができます。バインダージェッティング用に金属部品を再設計することで、材料の使用量や無駄を劇的に減らすことができます。
全体として、金属バインダージェット部品の材料特性は、金属部品の大量生産に最も広く使用されている製造方法の一つである、金属射出成形で製造された金属部品と同等です。さらに、バインダージェット部品は、特に内部の溝において、より高い表面平滑性を示します。
バインダージェット金属はLPBFよりも高速であるため、より大量のバッチ生産に選択されることが多いです。印刷後、部品を加熱してポリマーバインダーを除去し、固化させていきます。金属に空隙を持たせられるため、実際には、インプラントなどの医療用途でより軽い最終部品を実現するために使用されており、ニーズの高い機能と言えます。
市場に出回っている金属バインダージェッティング装置はほんの一握りです。トップ3は以下のリンクの記事で比較されています。
>> ALL3DPの記事「Binder Jetting Metal 3D Printing: Desktop Metal vs. HP vs. Markforged」を読む <<

上記のCobra Golfのゴルフクラブは、HPの金属バインダージェットを使用して3Dプリントされました。このユニークな形状は、他の製造技術では作ることができませんでした。同じパーツが何千個も必要だったため、このメーカーはスピードとスループットを重視してバインダージェッティングを選択したのです。また、この技術は優れた表面仕上げを実現します。Cobra Golfはまた、クラブ製造を米国の添加剤メーカーに再委託することで、アジアの製造拠点からの輸送にかかる環境コストと実質コストを削減することができました。
ワイヤーアーク方式

ワイヤーアークアディティブマニュファクチャリング(WAAM)は、材料として金属ワイヤーを使用し、エネルギー源として溶接とよく似た電気アークを使用します。アークは、ロボットアームによって多軸ターンテーブルのような表面上に層状に堆積されるワイヤーを溶かします。溶接と同様、酸化を防ぎ、金属の特性を改善または制御するために不活性ガスが使用されています。
このプロセスでは、材料が徐々に造形され、完全な3Dオブジェクト、または既存のオブジェクトの修復が行われます。取り外すべき支持構造(サポート材)はなく、完成した部品は、必要に応じてCNCで厳しい公差に機械加工したり、表面を研磨したりすることができます。また通常、プリント部品は熱処理を受けて残留応力を緩和します。
この技術では、溶接やその他の技術で使用されるのと同じワイヤー材料を使用することが多いので、その点では経済的と言えます。
>> ALL3DPの記事「WAAM! What Is Wire Arc Additive Manufacturing?」を読む <<

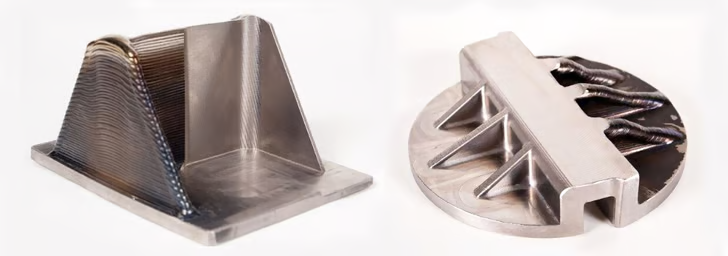
上の巨大なクレーンフックは、ワイヤーアーク方式でプリントされた後、機械加工されたものです。このような非常に大きく重い部品は、鍛造や鋳造などの従来の金属製造方法よりも短時間で製造でき、強度も同等であるため、WAAMに最適です。さらに、この部品は、必要となる場所に近い施設で生産することも、石油掘削施設などの現場で生産することもできます。
レーザーによる指向性エネルギー堆積法

レーザー(電子ビームとは異なる)を使用した指向性エネルギー堆積法(DED)は、レーザーで金属材料を溶かし、同時にノズルで堆積させる方式。金属材料は粉末状またはワイヤー状です。完全な部品を製造する能力がありますが、この技術は通常、既存の物体の修理や材料の追加に使用されています。CNC機械加工と組み合わせると、精密な完成部品を作ることができます。
DEDシステムはLPBFシステムとは異なり、使用されるパウダーのサイズが大きく、より高いエネルギー密度を必要とすることが多く、その結果、LPBFシステムと比較して造形速度が速くなります。しかし、これは表面品質の低下につながり、追加の機械加工が必要になる場合があります。LPBFシステムで一般的に使用される支持構造は、DEDではほとんど使用されないか、まったく使用されません。DEDでは、多軸ターンテーブルを使用して造形プラットフォームを回転させ、さまざまな形状を実現することができます。パウダーベッドを必要としないDEDシステムは、既存部品の修理や印刷が可能です。
>> ALL3DPの記事「Directed Energy Deposition (DED) Metal 3D Printing – The Ultimate Guide」を読む <<

2022年、ロケットを3Dプリントし、世界最大の金属3Dプリンタを構築する最初の企業であるRelativity Spaceは、Stargate 4th Generationと呼ばれるDED 3Dプリンタの最新式を発表しました。これらのプリンタは、地球低軌道に20,000kgの重量を打ち上げることができるようになります。完全再利用可能な、3Dプリントロケットの開発と生産率の両方を下支えします。
最新の3DプリンターStargateでは、軌道ロケットを印刷するために、単一のプリントヘッドに複数のワイヤを供給するように水平方向に移動することにより、伝統的な印刷の制約を無視しています。Relativity Spaceはこれらのプリンタが改善された印刷速度と信頼性で、より複雑で大幅に大きな金属製品を印刷できるようにカスタマイズされたソフトウェアと機械学習技術を開発しています。彼らは数ヶ月のうちに100倍少ない部品でロケットを印刷することが可能であるとして、Stargateが根本的に製造サプライチェーンを簡素化することを述べています。
電子ビームによる指向性エネルギー堆積法
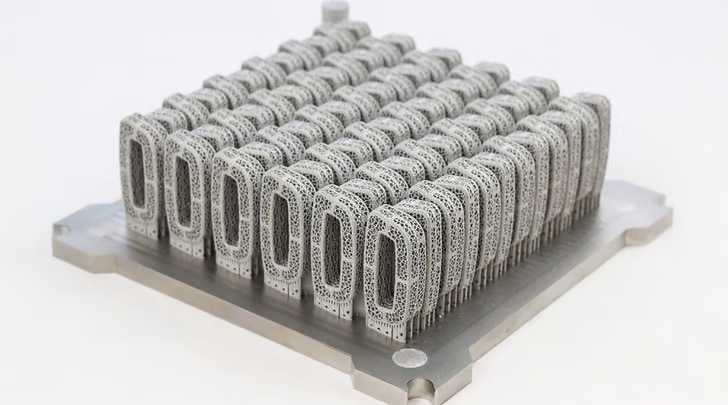
この方式では電子ビームを使用して金属ワイヤー(粉末ではない)を溶かし、同時にノズルによって蒸着させます。上記のWAAMと非常によく似ており、電子ビームDEDはその精度とスピードで高く評価されています。WAAMとは異なり、これらのプリンターは真空チャンバーを必要とします。通常、部品は完成形状に近いかたちで印刷され、その後、上の写真に示すように、厳しい公差でCNC加工されます。
マイクロ3Dプリント

マイクロ3Dプリンティングは方法ではなく、技術のカテゴリーです。マイクロスケールの金属3Dプリントパーツを作るには、少なくとも3つの方法があります。マイクロ選択的レーザー焼結(μSLS)は、上記で取り上げたレーザー粉末床融合の小規模版で、金属リソグラフィ・電気化学蒸着はExaddonと呼ばれる独自の技術で、金属注入樹脂3Dプリントとも呼ばれています。
金属リソグラフィはリソグラフィベースの金属製造(LMM)とも呼ばれ、スラリーと呼ばれる金属を含む感光性樹脂を原料として使用し、感光性スラリーを光で層ごとに選択的に重合させる方式です。メタルリソグラフィーは優れた表面品質を誇り、マイクロ3Dプリンティングで使用されることがほとんどですが、それだけではありません。
>> ALL3DPの記事「Micro 3D Printing – The Ultimate Guide」を読む <<

コールドスプレー
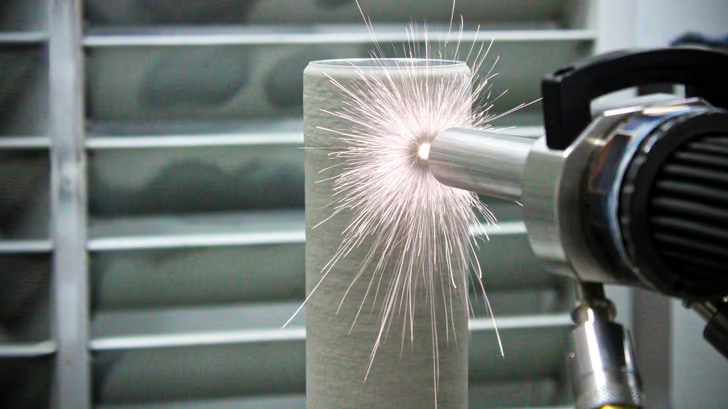
コールドスプレーとは、金属粉末を超音速で噴射し、溶かすことなく接合する製造技術で、熱応力をほとんど発生させません。2000年代初頭からコーティングプロセスとして使用されていましたが、最近では、一般的な金属3Dプリンターの約50倍から100倍の速度で、最大数センチの正確な形状に金属を積層できることから、複数の企業が積層造形にコールドスプレーを採用しています。
コールドスプレーは金属交換部品の迅速な製造や、軍事機器や石油・ガス産業の機械などの金属部品の現場での修理や修復に使用されており、企業は再製造やワークフローの中断にかかる数百万ドルを節約できる可能性があります。修理された部品は、場合によっては新品よりも優れていることもあるのです。
>> ALL3DPの記事「Cold Spray Metal 3D Printing Tech & Printers」を読む <<

溶融金属を用いた方式
リキッドメタル3Dプリンティングまたはリキッドメタル・ドロップオンデマンドと呼ばれることもある、溶融金属を用いた方式は、熱を使用して金属(通常はアルミニウム)を溶融(または溶融に近い状態)させ、ビルドプレート上に層ごとに堆積させて3Dオブジェクトを形成するプロセスです。
この技術は金属押出し3Dプリンティングとは異なり、押出しの場合、原料は金属粉末を内包したポリマーであるため、加工後の二次熱処理段階でポリマーが除去されます。一方、この方式では一般的なアルミワイヤー原料のような純粋な金属を使用し、押出可能なように加熱してから固化させるため、二次工程を必要としません。
これはおそらく最も一般的でない3Dプリンティング技術ですが、大きな可能性を秘めています。GrobはGMP300を、AdditecはElemXを提供しており、この技術のバリエーションが開発されています。Valcunという新興企業は、2023年にアルミニウム押出3DプリンターMinervaを発売しました。
熱を使って金属を溶かし、析出させることの潜在的な利点は、他のDEDプロセスよりも少ないエネルギーで、ワイヤーや高度に加工された金属粉末の代わりに、リサイクルされた金属を直接原料として使用できる可能性があり、原材料のコストを削減できることです。
他の方法
10個の方法だけでは十分でないかのように、金属で3Dプリントするユニークで特殊な方法がさらにいくつかあります。
コールドメタルフュージョンは、SLS 3Dプリンターで金属を3Dプリントできる有望な新技術です。SLSは通常ポリマー技術ですが、Headmade Materialsという会社の新素材を使えば、SLSで金属をプリントできます。この材料は、ポリマーでコーティングされた金属粒子で構成されているため、まだ数台しか認証されていませんが、理論的にはどのSLSマシンでも使用できるものです。出来上がったパーツはバインダージェッティングの金属に似ていますが、SLSマシンは通常、金属バインダージェッティングマシンよりもはるかに拡張性が低いため、コストと入手のしやすさが利点となるでしょう。
>> ALL3DPの記事「Cold Metal Fusion 3D Printing – Simply Explained」を読む <<
摩擦エネルギー蒸着(摩擦攪拌エネルギー蒸着とも呼ばれる)は、もう1つの興味深い金属技術です。FEDは固体プロセスであり、プリント中に材料が溶融温度に達しないため、従来の融合をベースとしたプロセスよりも大幅に低いエネルギーで、残留応力が低く、完全な密度のパーツを作成できます。FEDはまた、焼結や後処理を必要としないシングルステッププロセスでもあります。Meld Manufacturingを含む少数の企業のみが利用可能なこのプロセスは、危険な金属粉末や熱を使用しない迅速な金属製造の可能性を秘めています。
3Dプリントと金属素材
あらゆる金属を3Dプリントすることができます。パーツの複雑さとスピードを除けば、金属を3Dプリントする主な利点の1つは、原材料の節約と事実上無駄がないことです。これは、チタンのような高価な材料をプリントする際に非常に重要です。
3Dプリント法の中には、粉末、ワイヤー、ペレットなど、射出成形、溶接、鋳造ですでに使用されている広く入手可能な材料を使用できるものもあります。また、3Dプリンティング用に独自に調合された材料もあります。パーツをプリントする必要がある素材がわかっている場合は、チタン、アルミニウム、スチールをプリントする方法について、以下のガイドをご覧ください。
>> ALL3DPの記事「3D Printing Steel – The Ultimate Guide」を読む <<
>> ALL3DPの記事「Titanium 3D Printing – The Ultimate Guide」を読む <<
>> ALL3DPの記事「3D Printing Aluminum – The Ultimate Guide」を読む <<
>> ALL3DPの記事「Copper 3D Printing – The Ultimate Guide」を読む <<
>> ALL3DPの記事「Stainless Steel 3D Printing – The Ultimate Guide」を読む <<
| 技術 | 主要な素材 |
| FDM/Extrusion | ステンレス(316L、17-4 PH)、銅、チタン、青銅、タングステン、アルミニウム |
| LPBF | アルミ(+合金), 銅(+合金), ニッケル(+合金), ステンレス, チタン(+合金), 貴金属 |
| EBM | アルミニウム(+合金), 銅(+合金), ニッケル(+合金), ステンレス, チタン(+合金), 貴金属 |
| Metal Binder Jetting | マルエージング鋼、ステンレス、ニッケル、コバルト、チタン、アルミニウム(+合金)、銅、青銅 |
| WAAM | ステンレス、チタン、ニッケル基合金 |
| Laser DED | 鋼、鋳鉄、ニッケル合金、チタン合金、アルミニウム、銅 |
| eBeam DED | ステンレス、ニッケル合金、チタン合金 |
| Micro 3D Printing | 鋼、銅、貴金属、ステンレス鋼、チタン、銅、ニッケル、真鍮 |
| Cold Spray | チタン、銅、ステンレス、アルミニウム、ニッケル、ニオブ、タンタル |
| Molten Direct Energy Deposition | アルミニウム |
金属3Dプリントサービス

3Dプリンティングが金属部品や製品にもたらすあらゆる利点の恩恵を受けるには、必ずしも自社の3Dプリンターに投資する必要はありません。世界中には、製品やプロトタイプを好みの金属でプリントできるだけでなく、パーツの最適な方法、材料、設計についてアドバイスしてくれる3Dプリントサービスが増えています。
金属3Dプリントのパートナーを選ぶのは時間がかかるので、Craftcloudが提供するプロバイダーの3Dプリントマーケットプレイスをチェックしてください。このプラットフォームでは、デジタル部品ファイルをアップロードすると、さまざまなサプライヤーから即座に見積もりを受け取ることができます。
>> ALL3DPの記事「Metal 3D Printing Service: The Best Providers in 2024」を読む <<
DMM.make 3Dプリントでは金属素材の造形を承っております!
ぜひご利用くださいませ。