DMM.mekeの素材でNo.1人気はPA12 | SLSです。サポート材を必要とせず、形状の自由度が高い上、低コストなことも人気の理由。DMM.makeではデザインガイドラインにより、制約を設けています。
今回はガイドラインに沿ったモデルを作成。実際にサンプル造形まで行い、制約を守った場合はもちろん、守らなかった場合にどうなるかを検証しました。
PA12 | SLSのガイドラインはこちらよりご確認いただけます。
円形状と造形方向
SLS方式3Dプリンターでは、穴形状が楕円になる可能性があります。

実際に出力したサンプルを見ると、上側のサンプルは円になっていますが、下側のサンプルは楕円になっています。

造形方式の特性上、造形エリア内の位置や造形方向によって円形が扁平してしまいます。
真円が必要な場合は、下記方法があります。
・「造形方向指定オプションサービス」で円形状が縦になるように方向指定を利用(すべての方向の再現性は保証されない)
・ドリル等で後加工する(モデル上小さめの穴を空けておく)
本論とは関係ありませんが、直径0.5mmの穴は埋まってしまいましたので、大きさにも注意が必要です必用です。
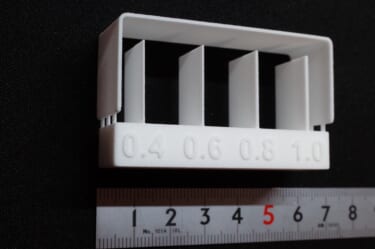
支えられた壁の最小肉厚
支えられた壁は最小0.8mmの厚みが必要となっています。

出力したサンプルがこちらです。

左から、0.6mm、0.8mm、1mm
推奨肉厚より薄い0.6mmでも出力自体は問題なくできています。しかし、実際に掴んでみると、強度が低く、すぐに壊れる印象を受けました。
デザインガイドにも「最小肉厚は粉状のサポート材からモデルを取り外し、クリーニングする際の難易度で決められています。壁が薄すぎるとこの処理中に破損してしまいます。」とあるため、0.8mm以上にしておくことが無難です。
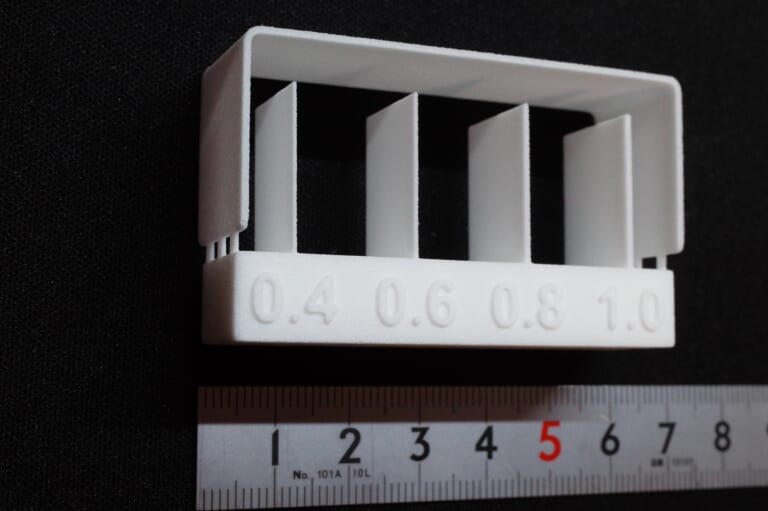
支えられていない壁の最小肉厚
支えられていない壁は最小0.8mmの厚みが必要となっています。

出力したサンプルがこちらです。

左から、0.4mm、0.6mm、0.8mm、1mm
「支えられた壁」同様、0.6mm同様0.6mm以下は触った感じも薄く、破損リスクが高いと感じます。
今回、保護のため上部を覆うカバーを付けまししたが、むき出しの場合は輸送時の破損リスクもあります。
ここでもやはり0.8mm以上とした方が無難なようです。

奥行方向の厚みは15mm
支えられた線形状部の最小肉厚
支えられた線形状部は最小0.8mmの厚みが必要となっています。デザインガイドによれば「” 線形状部” とは長さが幅の5 倍以上ある部位」と定義されているため、最小の0.8mmの場合、長さは4.0mm以上で線形状とみなされます。

出力したサンプルがこちらです。

上から、0.4mm、0.6mm、0.8mm、1mm
0.4mm、0.6mmは若干曲がっています。今回は長さが30mmで長いことも影響したと考えられますが、破損リスクを考えると、なるべく太くする方が良さそうです。

線自体は細くてもしっかりとつながっている
どうしても細い形状を付けたい場合は、なるべく短くし、囲いを付ける必要がありそうです。
支えられていない線形状部の最小肉厚
支えられていない線形状部は最小1.0mmの厚みが必要となっています。デザインガイドによれば「”線形状部” とは長さが幅の5倍以上ある部位」と定義されているため、最小の1.0mmの場合、長さは5.0mm以上で線形状とみなされます。

出力したサンプルがこちらです。

0.4mm、0.6mmは若干曲がっています。しっかりと形状を出したい場合は、少なくとも0.8mm以上にする必要がありそうです。

長さ20mmの角柱形状となっている
このくらい細くて長い形状の場合には、破損リスクを避けるため、囲いが必須でしょう。
浮き彫りのディティールの最小値
文字等を入れる際の指標となる、浮き彫りディティールは、幅、高さ共に0.5mm以上が推奨値となっています。

出力したサンプルがこちらです。

高さが低いほど、可読性が悪くなっていくことがわかります。しっかりと読めるようにするには推奨の0.5mm、最低でも0.4mmは高さをつけたいところです。
幅(=W)と高さ(=H)を振ったサンプルも作成しました。

この結果を見ると、「浮き彫り」の場合は、高さの方が重要であることがわかり分かります。高さ0.1mmでは、幅を太くしていっても視認性はあまり変わりません。逆に、高さが0.5mmであれば、幅0.1mmでもしっかりと形状が出ています。
彫り込みのディティールの最小値
文字等を入れる際の指標となる、彫り込みディティールは、幅、高さ共に0.5mm以上が推奨値となっています。

出力したサンプルがこちらです。

深さが浅いほど、可読性が悪くなっていくことがわかります。しっかりと読めるようにするには推奨の0.5mm、最低でも0.4mmは深さをつけたいところです。
幅(=W)と深さ(=H)を振ったサンプルも作成しました。

浮き彫りディティールとは違い、幅も重要な指標であることがわかりました。深さが0.5mmでも、幅が0.1mmの場合はほとんど見えません。幅、深さ共に、最低でも0.2mm以上は必要なようです。
各パーツに必要なクリアランス
SLS方式3Dプリンターの魅力の一つが、アセンブリ状態での出力が可能なことです。その際、部品同士の隙間は0.5mm以上が必要です。これを守らないとどうなるかを確認しました。

出力したサンプルがこちらです。

左:隙間0.5mm 右:隙間0.4mm
一見、問題なく出力できていそうですが、動かそうとすると隙間が0.4mmのものは固着して動きません。

一体化で出力する場合は、推奨の0.5mm以上の隙間が必須と言えます。隙間をより詰めたい場合は、別部品で出力し、後で組み立てる等、工夫が必要です。
PA12 | SLSの磨き
最後はPA12 | SLSの磨き品です。仕上がりの参考として、サンプルを作成しました。


SLS特有のザラつきは減り、滑らかな表面となっています。同時に、若干角も丸まっている様子がわかり分かります。
まとめ
DMM.make PA12 | SLSのデザインガイドラインに沿って、各サンプルを出力しました。
ガイドラインの模式図では中々伝わらなかった部分も、実際のサンプル写真を通して、寸法制約の意味合いがおわかり分かりいただけたのではないでしょうか。
実際のご注文をいただく際には造形前にデータチェックを行い、このガイドラインに沿わないデータは破損リスクが有るため造形できない旨をメールでご連絡を行っています。ただし、どうしてもガイドラインより精細な形状の造形物が必要な場合は、破損リスクをご了承いただいた上で造形を承ることも可能です。その際は、造形不可のご連絡メールに返信でご相談をしてみてください。
今回の記事が、皆様の制作活動のお役に立てば幸いです。